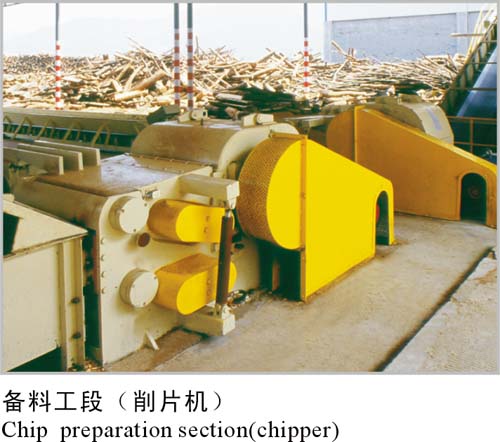
中、高密度纤维板(MDF/HDF)是以木质或其它植物纤维为原料,施加脲醛树脂或其他适用的胶粘剂,通过热压压制成密度在450-880kg/m3的中、高密度板。它具有紧密而光滑的表面和结构均匀的芯层,板材的表面和边部具有良好的机械加工、成型加工的性能,是天然板材的理想替代品,其用途最为广泛。
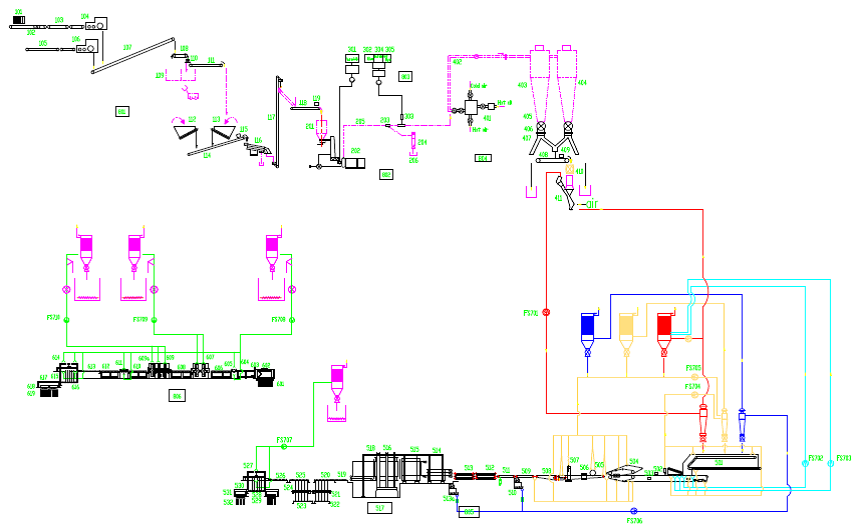
苏州苏福马机械有限公司的日产 230-500立方米中、高密度纤维板生产线,是在吸收、总结国内外技术经验基础上开发的具有本公司技术特色的成套设备,其全部设备均由本公司制造配套,并在国内开发了6×9呎、4×18呎、6x20呎大幅面成套设备,同时与母公司协作能提供4呎、6呎、8呎全套连续压机生产线产品。


.
.